
详情
来源:《山东电力技术》
原标题:1000kV特高压泉城站一次设备接头处理方法
作者:靳 征,刘学谦
关键词:接头发热;特高压;电气设备;红外测温;电力复合脂 ; 导电膏;接头发热;防腐蚀;防发热;降电阻;抗氧化;20年免维护
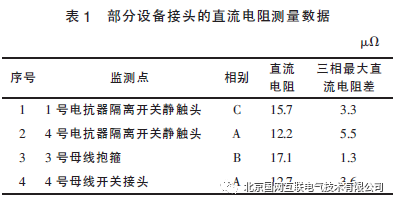
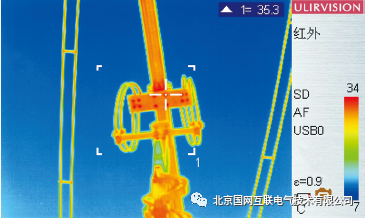
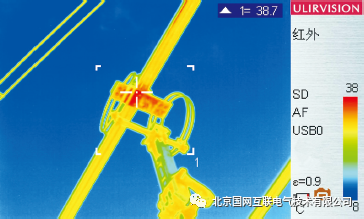
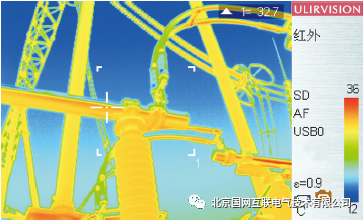
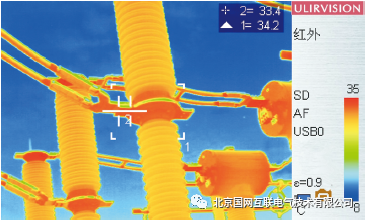
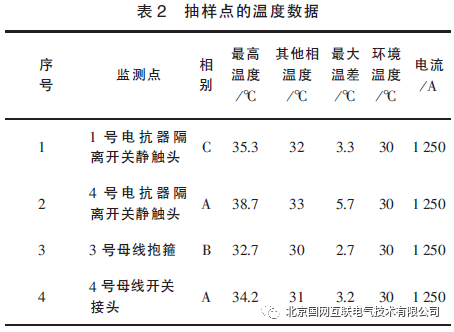
摘要 变电站一次设备接头对设备安全稳定运行至关重要,一旦出现接头过热故障,需要设备停电处理,影响供电的可靠性。根据特高压变电站验收过程中的经验,介绍一种接头发热处理的方法,该方法涉及施工工艺、人员培训、追责管理3大方面,实现对工程管理的全过程管控。最后,通过红外测温技术对该方法进行验证,结果表明该方法具有良好的可行性与投运效果。 引言 运行中的电力设备接头经常发生发热现象,如不及时发现并处理就会导致严重的生产事故。特高压变电站无功设备由于直接与主变压器相连,一旦设备接头发热熔断,将直接导致主变压器跳闸,因此当发现无功设备发热时,应立即进行处理。而处理接头发热故障,需要电力设备停电整改,严重影响电网的安全稳定运行。导致设备接头发热的原因很多,设备投运前与施工中的工艺控制、管理不当是主要发热原因。 1 设备接头发热的原因 (1)电压等级高。特高压泉城变电站作为山东省内第1个特高压变电站意义重大,其无功设备电压等级为110kV。与传统500kV变电站相比,无功设备的电压等级更高,通过电流更大,设备接头更容易发热。 (2)电力负荷的增长。近年来,随着经济建设的加速,电力的需要量越来越大,使得电力设备满负荷甚至过负荷运行,导致设备接头过热。 (3)制造工艺差。据统计,80%以上的设备发热集中在开关元件的动、静触头部分。开关发热有以下几点原因:动、静触头长期暴露在室外,缺少必要的防护措施,易锈蚀;导电脂的耐电性差,容易老化;引流板制造工艺不佳,凹凸不平导致接触面减少;接触面的镀银层过薄容易脱落;弹簧垫片疲劳造成线夹加紧力度不足。 4)连接安装工艺水平差。涉及施工、安装过程,其主要原因集中于以下几个方面:设备接头安装过程中,如利用砂纸对金属表面进行打磨时,操作不当,会使其表面产生一些较浅的划痕,导致一些杂质螺栓时力矩过大,查出螺栓、螺母、引流线夹的受力范围,从而导致变形,因而增加了接触电阻,出现接头发热现象;导电膏涂抹不均匀,导电膏涂抹多的地方导电膏出现干结、粉化现象,使线夹接头位置接触电阻增大导致发热;接头位置螺栓未按要求进行力矩紧固,螺栓力矩值不够,长时间运行之后线夹之间接触面减小,导致线夹接触电阻增大引起发热;金具质量不良,线夹接触面粗糙,使线夹接触电阻增大。 (5)设备安装、修试后的验收标准化。为避免设备正式投运后的停电或转移负荷处理发热接头,加强设备验收的管理与标准化力度。对设备的接头接触质量控制缺少简单易行的量化标准,设备检修或安装工艺仅仅停留在比较粗略的方法上,缺少定量技术指标,因此,接头的接触质量施工质量因施工人员的技术水平与工作经验而大不相同,难以保证施工质量。 2 设备接头处理方法 2.1 方法的提出 由设备接头发热的原因可以得到, 对实际电力生产单位,设备施工、安装的工艺、验收标准化这 3 个方面是管控的重点, 为保障电力设备的安全运行,特高压工作人员结合变电站设备的实际情况,依据常规接头发热的处理方法,总结出特色“十步法”,程序化开展电力设备接头专项治理工作,规范工序、 统一要求,实现关键工艺量化,所有工作留痕迹,确保变电站投运后不出现接头发热问题。 2.2 接头发热处理“十步法” 1)逐个制定接头工艺控制表。表格要应包含接头位置及名称,验收前直流电阻测量(含测量人、结果与评价),验收工艺控制(如工艺要求、导电膏型号、导电膏是否涂抹均匀、螺栓规格、力矩标准、力矩是否坚固、作业人),验收后直流电阻测量(含测量人、结果与评价)。验收过程中按表格要求记录检测值,并签字确认,留档备查。 2)逐人开展专项技能培训并考试上岗,严格筛选作业人员。变电站负责对承担验收接头检查和处理工作的具体人员进行培训,明确关键工艺控制点,并在地面上模拟装配合格后方可上岗。明确每个接头直流电阻控制值、力矩要求值,对承担验收接头检查和处理工作的具体人员进行培训, 明确关键工艺控制点。 3)初测直流电阻。对交流场单相超过20μΩ或三相偏差大于10μΩ的设备接头进行解体检修。 4)用规定力矩检查紧固。对不满足要求的接头重新紧固并用记号笔画线标记。检查螺栓防松动措施是否良好。 5)精细处理接触面。拆卸接头,检查接触面是否平整,有无毛刺变形;检查导电膏是否干硬;检查镀层是否完好无氧化。用150目细砂纸去除导电膏残留;用无水酒精清洁两侧接触面上的污渍;用刀口尺和塞尺, 测量接触面的平面度是否达到图纸技术要求,如不达标,用细砂纸包裹好的木块重新打磨,重新测量。 6)均匀薄涂导电膏。利用针管对导电膏用量进行控制,并将导电膏涂抹均匀。用不锈钢尺由里到外刮去多余部分, 使两侧接触面上存留的导电膏均匀平整。再用百洁布擦拭干净,使接线板表面形成一层导电膏。 7)均衡牢固复装。涂抹导电膏的接头应在5 min内完成连接。复装时应更换新的螺栓、弹垫,并注意铜铝接头是否安装有过渡片。用力矩扳手按要求的拧紧力矩上紧螺栓,紧固螺栓时应先对角预紧、再拧紧,保证接线板受力均衡,并用记号笔做标记。 8)复测直流电阻。检测复装后的接头直流电阻,应小于控制值,如不符合要求,重复以上工序。 9)80%力矩复验。用力矩扳手按80%的要求力矩复验力矩;检验合格后,用另一种颜色的记号笔标记,两种标记线不可重合。 以上步骤可视为一个闭环工作流程, 如图 1 所示,按规定力矩对接头进行紧固,并测量直流电阻,对直流电阻不合格的情况,按照接头发热流程处理,直至测量电阻合格。 10)全程双签证。指定专人负责作业监督,如有不符合规定的操作流程应及时制止。全部工作应有作业人员和监督人员双签证,责任可追溯。 投运后定期对设备接头开展红外成像测温,及时发现发热点,密切监视发展趋势。 图1“十步法”接头处理流程 3 效果验证 3.1 红外测温技术 电力设备多是铜、铝等导电材料通过螺栓紧固连接的组合体。而用来衡量接头质量的接触电阻,通常与接触面积和洁净程度、接头压力及接触导体的材料性质有关。在非正常的情况下 ,接头接触不良、接触面积不足导致接触电阻增大,致使热量堆积。 红外测温利用带电设备的致热效应, 采用表面发出的红外辐射信息, 进而判断设备状况和缺陷性质综合技术。红外测温远距离、非接触测量特点,且响应速度快、灵敏度高、准确度高,已经广泛应用于电力设备带电检测。 3.2 “十步法”施工效果案例 利用调试运行期间,对一次设备,特别是后期施工安装的接头进行直流电阻测量,如表 1 所示。 表 1 中未出现单相超过 20 μΩ 或三相偏差大于10 μΩ 的设备接头的情况。利用设备调试送电进行红外测温,结果如图 2 所示。 (a)1 号电抗器隔离开关静触头 (b)4 号电抗器隔离开关静触头 (c)3 号母线抱箍 (d)4 号母线开关接头 图2 实测的抽样检测点红外图谱 图 2 中可以看出, 测温仪聚焦的地方 (温度最高)红色区域较小,且实测的温度有所降低,温度记录结果如表 2 所示。 表 2 可以看出,经过“十步法”施工后,接头温度均控制在了 15 ℃的温差标准之内,取得了良好的实施效果。 4.结语 通过“十步法”施工工作,很好地控制了一次设备接头的接触电阻, 将设备接头的发热水平限制在额定的范围之内,该方法可以作为电力电站、输电线通过“十步法”施工工作,很好地控制了一次设备接头的接触电阻, 将设备接头的发热水平限制在额定的范围之内,该方法可以作为电力电站、输电线路设备施工方法, 也可作为施工标准化程序进行推广,其基本的思想还是要贯穿工程始终,培训管理 、闭环工艺 、责任追溯 ,才能确保设备的 “零缺陷”投运。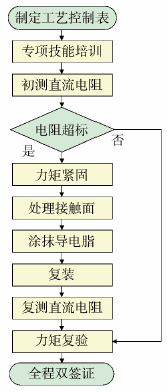
参考文献:
[1] 周喜忠.开关柜内接头发热的原因及监测[J].电气开关,2009,47(4):6-7.
[2] 邵洪平.电力接头发热及隔离开关故障分析与处理[C]∥2010年云南电力技术论坛论文集(文章部分),2010.
[3] 颜勇,田晓.降低设备接头发热率[J].农村电气化,2012(6):13-15.
[4] 耿林选,袁小红,张保玉,等.油田电网导体接头发热分析及解决办法[J].高电压技术,2004,30(4):71-72.
[5] 刘四春.封闭式高压柜内接头发热事故的分析及预防[J].华北电力技术,2001,1(2):25-27.
[6] 童建平,张凡,张军林.油田电网设备接头发热原因研究[J].电工技术,2016(1):53-54.
[7] 舒建华.变电设备接头发热原因分析与对策[J].科技与企业,2013(10):333.